



想要了解弯管_【中频弯管】多种优势放心选择产品的魅力?视频为你揭晓答案!
以下是:弯管_【中频弯管】多种优势放心选择的图文介绍


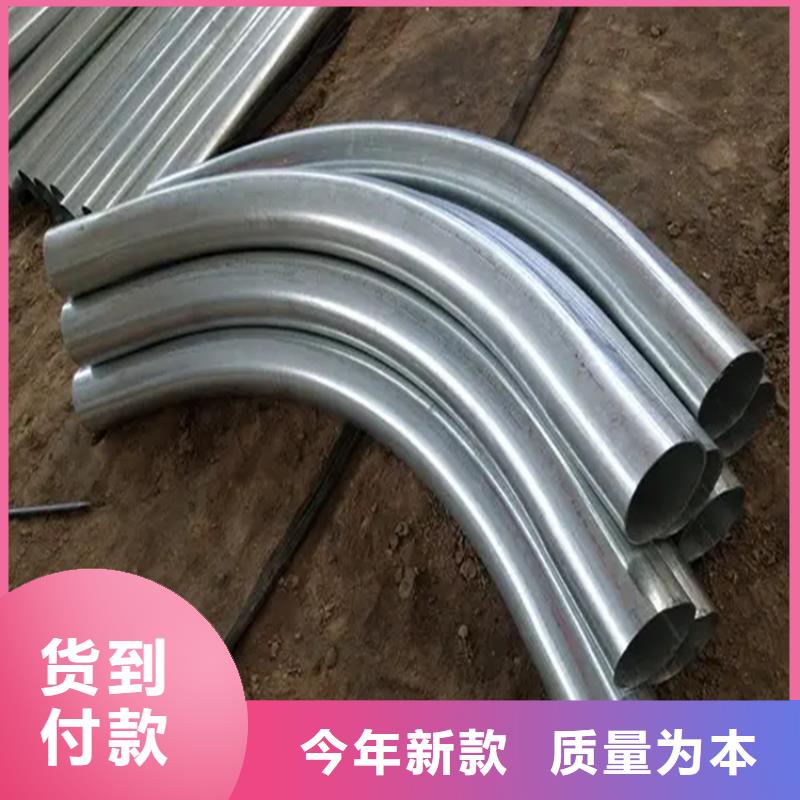
怎样了解弯头加工中对弧度的实际要求。目前在进行弯管加工时是否有弧度的要求,因此在制作它的同时,必须事先了解加工要求,弯管的弧度大小直接决定了此后期的使用,为了更好地保证弯管的使用性能,因此将了解弯管的弧度如何工作,接下来因此将讨论弯管加工的弧度要求,为了可以节省管道设备和模具成本,并获得直径大、壁厚相对薄的弯头,弯头空位是平坦或可扩展的曲面。 怎样了解弯头加工中对弧度的实际要求 因此冲裁简单,保证精度,装配焊接方便,大直径弯管成型技术中,合金大直径弯管成型技术的基本过程,首先横切表面的形状变化等,这段时间有很多观察,还了解了弯管加工质量下降的原因和校正方法,为了长期保管,弯头也要按计划进行检查,清洁暴露的加工表面清洁污垢,保管在室内通风良好的地方,严禁堆放或露天存放,弯管的干燥通风通常很好,固定器保持干净整齐,并按照正确的保管方法保管。 安装时将弯头直接安装到管路中,并安装到要使用的位置,通常可以安装在管路中的任何位置,但是弯头在安装时要注意密封,以免发生影响管道正常运行的泄漏,滚弯方法和工作原理基本相同,具有与管横截面外形相匹配的工作表面,折弯时仅变更主滚子和滚子之间的距离即可,以取得各种曲率半径的折弯,此方法尤其适用于曲线环或螺旋线性管件。 此外,为提供管理工具库存的便利,弯管加工厂家可以检测材料厚度的变更,以减少折弯角度过大或不足的零件数,除了工件的折弯成型外,这些功能还会在控制器屏幕上显示零件折弯过程,以防止错误零件成型引起的材料报废。



为什么弯管得到广泛使用。 采用弯管生产加工现阶段,进行加温弯管无缝钢管时,弯管解决裂缝造成的缺点,超过一定水平的形变温度,及其在一定水平的形变时,弯管两侧发生裂缝,这两种状况与原材料弯管有关,在低形变速率和高抗压强度的成型基准下,弯管生产设备在该基准下,弯管两侧断裂。 为什么弯管得到广泛使用 对于其中的管路生产加工设备,掌握弯头生产设备,包括设定在NC车床上的弯头生产设备的结构和设定在NC车床上的通道设备,其中的弯头生产设备的组织包括设定在NC车床上的旋转连结,设定为弯头结构,用于把持管材的接触组,和设定为弯头结构,该弯头缸交流伺服电动机设定在NC车床上,驱动弯头结构的旋转,弯头结构的旋转在相对路径的两侧设置块,在NC车床上设定冲压设备,可获得更强的应用。 如今应用到的弯管生产设备,其原材料弯折机器设备技术性行业,选用滚动轴承组织和輔助模组织拆式卡扣结构基本原理,普攻组织和主组织,根据轴销组织保持了卡扣结构,其灵便拆装和拼装,有利于原材料的安裝和拆装,保持了原材料固定不动约束力室内空间的迅速转换,以根据主模的弯折视角组织和輔助磨具组织,进而进一步在外力下转动普攻组织。 当今掌握到的手动式弯管生产设备,在其中夹紧台电焊焊接在操作台,槽转盘抽奖根据销杆安裝在操作台的管理中心部位,公称直径边沿为槽转盘抽奖用夹持台固定不动夹持,弯管转动杆根据转动杆安裝在动滑的管理中心轴上,斜角架构放到工作中台子上,转动杆与弯管转动杆螺栓连接,换挡杆安裝在弯管上。


航萧管件有限公司主要从事 马鞍山花山O型弯管的科研开发和生产。主要产品: 马鞍山花山O型弯管等系列产品。公司秉承“创新创造、诚信di yi、坚守质量”的发展理念,所有产品均严格按照标准进行设计和生产,并以设计造型美观、检修方便、配套功能齐全、广泛应用于各个领域。公司以积j i探索新技术、新工艺、新材料的研发,建立了多重的服务体系和质量检测体系,产品从优质原材料进库到优质的成品出厂,每一道工序都精雕细琢,并且不断地进行技术升级改造,公司着力于以人为本,以客户为中心的管理团队、专业化员工团队、专业服务中心及专业服务部。营销和服务网络已覆盖全国市场,能够对客户的需求、期望和满意持续的保持,并承诺在1小时内为客户提供高绩效、专业化和敏捷性的售前、售中及售后服务!




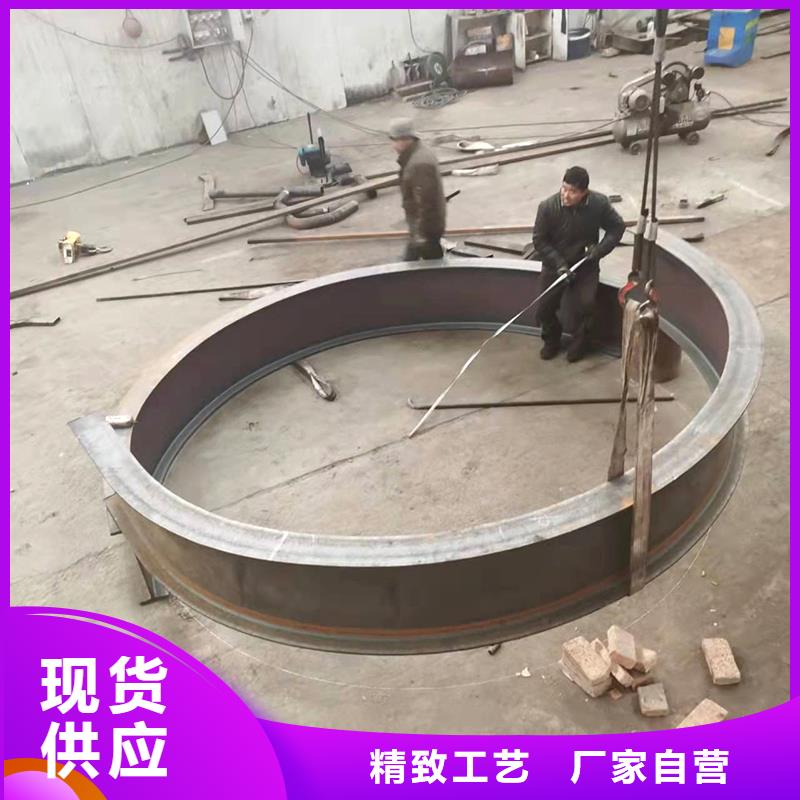
加热炉环形弯管生产制造加工工艺。 伴随着加热炉商品自动化技术生产技术的发展趋势,及其对生产率的规定,绝大多数超低温一部分环形管产品的生产制造,将由相对性自动化技术程度高的环形管生产流水线来进行,这对其配置的弯管机器设备明确提出高些的规定.基本生产流水线弯管机一般只具有R/D=1.3~1.5弯管的冷弯弯的制,针对R/D更小的小R弯管一般在环形管直段一部分加工工艺焊缝,选用预弯、挤压成型、铸轧的方法生产制造小R弯管,再将小R弯管与环形管拼凑的生产制造加工工艺,因而该传统式生产制造加工工艺成本增加、率低。 加热炉环形弯管生产制造加工工艺 一、我企业引入了一套大中型环形管生产流水线,将弯管机冷拔弯管工作能力至R/D=1,另外具有双重双R卷制的作用,自动化技术水平。为对该环形管生产流水线中关键构成机器设备弯管机开展试弯调节,及对该生产流水线将要担负的初次生产制造每日任务的可行性分析开展论述,因而需开展有关的工艺性能实验。 二、应用领域及标准 水管直径:Φ32-63mm 水管壁厚:3-11mm 弯曲半径:32-22b250m 少弯曲半径:1D(弯折标准:壁厚/管经>10%) 弯折精密度:±0.1° 弯折速率:0-3r.p.m 弯折视角:0-190° 三、关键构成部分 机械结构:机器设备床体、弯折悬臂、顶镦组织、夹持模、靠模等 电气设备自动控制系统:弯管主要参数的操纵、调整和显示设备、故障检测和报警设备、自动开关和调整旋纽等 液压机自动控制系统:液压系统、液压机比例阀、输油管等


